
برش لیزری به عنوان یک فرآیند برش بدون تماس ، که با آن ممکن است مواد اولیه فلزی و غیر فلزی با ضخامت های مختلف مواد برش داده شود. وقتی پرتو لیزر به قطعه کار برخورد می کند ، مواد تا حدی که ذوب یا بخار می شوند گرم می شوند. در این فرایند ، کل قدرت لیزر بر روی یک نقطه متمرکز می شود ، قطر آن اغلب کمتر از نیم میلی متر است. اگر گرمای بیشتری از طریق انتقال حرارت به این منطقه وارد شود ، پرتوی لیزر به طور کامل به مواد نفوذ می کند روند برش آغاز شده است و پرتو لیزر وظیفه خود را بدون هیچ گونه تماسی انجام می دهد. به این ترتیب ، این ابزار دچار فرسایش نمی شود و هیچ گونه تغییر شکل و آسیبی به قطعه کار وارد نمی شود.
مزایای برش لیزری
محدوده مواد
تمام مواد رایج صنعتی از فولاد تا آلومینیوم ، فولاد ضد زنگ و ورق های فلزات غیر آهنی ، تا مواد غیر فلزی مانند پلاستیک ، شیشه ، چوب یا سرامیک را می توان با خیال راحت و با کیفیت بالا برش داد. لیزر، ورق های با ضخامت بسیار متفاوت از 0.5 تا بیش از 30 میلی متر را می توان با استفاده از ابزار برش داد. این دامنه بسیار گسترده مواد ، لیزر را به ابزار برش برتر برای بسیاری از کاربردها در زمینه فلزات و غیر فلزات تبدیل می کند.
آزادی در شکل دادن
پرتوی لیزر ماده را به صورت موضعی گرم می کند و بقیه قطعه کار تحت حداقل تنش های حرارتی قرار می گیرد یا به هیچ وجه تنشی ندارد. این بدان معناست که عرض برش از پرتو گسترده تر است و حتی ممکن است خطوط پیچیده به نرمی و بدون سوراخ کاری بریده شوند. به دلیل انعطاف پذیری ، این روش برش اغلب برای اندازه های کوچک ، دامنه های بزرگ و در ساخت نمونه های اولیه مورد استفاده قرار می گیرد.
لبه های برش با کیفیت بالا با پالس های فوق کوتاه
لیزر های پالس بسیار کوتاه تقریباً هر ماده ای را به سرعت تبخیر می کنند به طوری که نفوذ گرما قابل تشخیص نیست. این باعث ایجاد لبه های برش با کیفیت بالا می شود. همچنین باعث می شود لیزرها برای ساخت پیچیده ترین محصولات فلزی مانند استنت ( stents ) برای فناوری پزشکی ایده آل باشند.
فرآیند برش لیزری
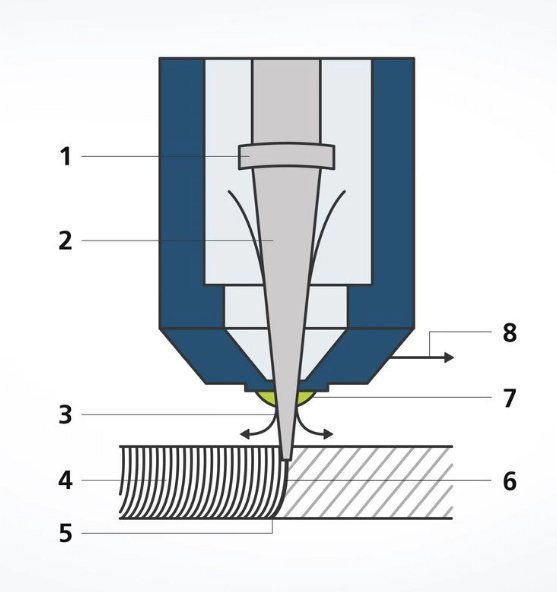
ارتباط بین پرتوی لیزر متمرکز و قطعه کار اساس برش لیزر را تشکیل می دهد. برای اینکه این فرآیند به طور مطمئن و دقیق انجام شود ، از اجزای متعدد و تجهیزات اضافی در پرتوی لیزر و اطراف آن استفاده می شود که در نمودار زیر نشان داده خواهد شد.
تمام روش های برش لیزری در یک نگاه
وقتی صحبت از برش مواد اولیه فلز و غیر فلز می شود ، در بسیاری از موارد برش لیزری به عنوان یک فرآیند برش بدون تماس که یک ابزار جهانی می باشد ، اولین انتخاب است. پرتوی لیزر تقریباً هر ابعادی را به سرعت و با انعطاف پذیری قطع می کند صرف نظر از پیچیدگی شکل ، یا نازک بودن ماده. در این فرآیند ، فشار ها و گاز های مختلف بر روند ماشین کاری و نتیجه تأثیر می گذارد.
پارامتر هایی که بر روند برش لیزر تأثیر می گذارند
موقعیت کانونی و قطر کانونی
موقعیت تمرکز بر تابش و فرم بریدگی روی قطعه کار تأثیر می گذارد. قطر کانونی ، عرض شکاف و همچنین شکل بریدگی را تعیین می کند.
قدرت لیزر
هنگامی که از آستانه پردازش نقطه ای که مواد شروع به ذوب شدن می کند فراتر رود ، مقدار خاصی از انرژی در واحد سطح مورد نیاز است. این تعریف به این صورت است: انرژی در واحد سطح = تابش x زمان قرار گرفتن در معرض قطعه کار.
قطر نازل
انتخاب نازل مناسب برای کیفیت قطعه بسیار مهم است. فرم پرتو گاز و همچنین مقدار گاز با قطر نازل تعیین می شود.
حالت کار
عملکرد مداوم موج یا پالس حالت کار به شما امکان می دهد کنترل کنید که آیا انرژی لیزر به طور مداوم به قطعه کار ضربه می زند یا با وقفه هایی مواجه می شود.
سرعت برش
وظیفه برش و مواد مورد پردازش سرعت برش را تعیین می کنند. به عنوان یک قاعده اساسی: هر چه قدرت لیزر بیشتری تأمین شود ، می توان برش را سریعتر انجام داد. علاوه بر این ، سرعت برش با افزایش ضخامت مواد کاهش می یابد. اگر سرعت برای مواد مربوطه خیلی زیاد یا خیلی کم تنظیم شده باشد ، افزایش زبری سطح و تشکیل سوراخ می تواند در نتیجه ایجاد شود.
درجه قطبش
تقریباً همه لیزر های CO2 نور لیزر پلاریزه خطی را تحویل می دهند. برای برش طرح ، نتیجه برش با جهت برش تغییر می کند: اگر نور به موازات جهت برش در نوسان باشد ، لبه آن صاف خواهد بود. اگر نور عمود بر جهت برش باشد ، زبری ایجاد می کند. درجه قطبش برای کیفیت برش تعیین کننده است. قطبش برای لیزر های حالت جامد نباید تغییر کند، چرا که نتایج برش مستقل از جهت را ارائه می دهد.
برش گازها و فشار برش
از گاز های فرایندی مختلف، بسته به روش برش استفاده می شود. آنها در فشار های مختلف از طریق بریدگی رانده می شوند. به عنوان مثال ، آرگون و نیتروژن به عنوان گاز برش ، این مزیت را دارند که در برابر فلز ذوب شده واکنش نشان نمی دهند.
برش لیزری و حفاری لیزر
لیزر برش های بسیار متنوعی را بر عهده دارد. این موارد از برش در تراشه های نیمه رسانای نازک با دقت میکرومتر گرفته تا برش های با کیفیت در یک ورق فولادی به ضخامت 30 میلی متر متغیر است. برای حفاری لیزر ، پرتو لیزر با استفاده از روش غیر تماسی ، سوراخ های بسیار ریز و درشتی را در فلزات ، پلاستیک ها ، کاغذ و سنگ ایجاد می کند.
چه چیزی نور لیزر را منحصر به فرد می کند؟
نور لیزر دارای ویژگی های بسیار ویژه ای است که باعث می شود بتواند به عنوان ابزاری مورد استفاده قرار گیرد: تک رنگ است ، به این معنی که تمام امواج، نور دارای طول موج یکسانی هستند. علاوه بر این ، تمام امواج نوری در پرتوی لیزر در حالت مشترک (انسجام) نوسان می کنند و امواج نور تقریباً به موازات یکدیگر حرکت می کنند. بنابراین پرتو فقط کمی گسترده می شود. تابش پرتو لیزر بسیار بیشتر از منابع نوری معمولی است.
چرا لیزر به عنوان یک ابزار تولید ایده آل است؟
هنگامی که در نهایت پرتوی لیزر هدایت ، شکل گرفته و بهم پیوسته میشود ، منجر به تولید ابزار ایده آل می شود. در حالی که سایر روش ها به ابزار های مقیاس بزرگی نیاز دارند که نیرو های عظیمی را بر روی ورق فلز وارد می کنند ، پرتو لیزر از یک روش غیر تماسی و در نتیجه بدون سایش استفاده می کند. لیزر ها می توانند خطوط و ساختار های بسیار دقیق تولید کنند.
دقیقاً هنگام برش و سوراخ کاری با لیزر چه اتفاقی می افتد؟
ناحیه قطعه کار که توسط پرتوی لیزر متمرکز مورد اصابت قرار می گیرد ، تا حدی که ذوب یا بخار شود گرم می شود. به محض نفوذ کامل پرتو به قطعه کار ، روند برش می تواند آغاز شود: پرتوی لیزر در امتداد طرح حرکت می کند و مواد را به طور مداوم ذوب می کند. معمولاً جریان گاز مذاب به سمت پایین از بریدگی خارج می کند. در حین حفاری لیزر ، یک پالس کوتاه لیزر با تابش بالا ماده را ذوب و بخار می کند. این یک فشار بالا ایجاد می کند که مذاب را از بریدگی خارج می کند.

برش لیزری به عنوان یک فرآیند برش بدون تماس


دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.